焊接风电塔筒工艺技术的改进措施
打开文本图片集
摘 要:风电塔筒系风电塔筒系圆锥筒形焊接结构件,分段制造,每段高度在十几米至三十几米,每段节间采用连接法兰连接,顶部安装风力发电机。风电塔筒制造难点在于解决各段连接法兰之间的平面度、平行度与焊接变形之间的矛盾。本文探讨了塔筒焊接技术,先是对传统的焊接技术进行了分析,指出传统焊接技术中存在的不足,提出了相应的改进措施,希望为风电塔筒焊接技术人员提供参考。
关键词:焊接工艺;风电塔筒;改进措施
中图分类号:TG445 文献标识码:A 文章编号:1671-3362(2013)11-0214-01
引言
风力发电具有清洁、绿色环保、可循环使用的特点,因此,在很多风能资源丰富地区得到了广泛应用。风力发电机组的寿命一般为20a,塔架高度至少有80m,直径4m以上,钢板的厚度达40cm。安置于塔架顶部的机舱的重量也有几十吨。当前风力发电机组的单台设计容量的发展趋势是越来越大,塔架的发展趋势是越来越高,这也为塔架的性能与质量提出了更高的要求。常用的塔架有管塔式与桁架式两种,管塔式塔架也称为塔筒,与桁架式塔架相比,管塔式塔架具有维护简易、外形美观、坚固耐用等优点。塔筒生产的最关键程序就是焊接,因此,塔筒焊接技术的先进性直接影响到塔筒的质量与性能。
1 传统塔筒焊接工艺
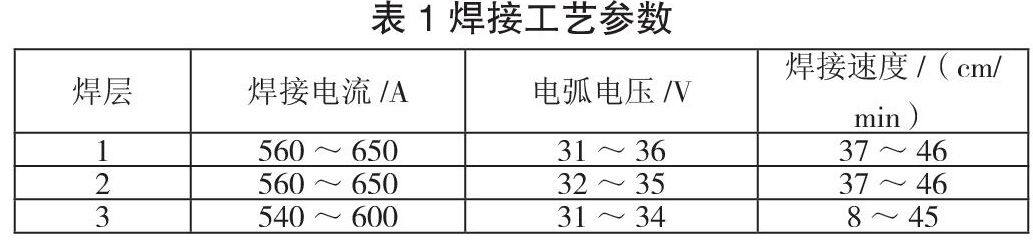
为了让法兰与筒体在焊接完成后,角变形量符合设计要求,采用的方法是先将单个的法兰与筒体的对接点固焊组成一体后,再进行焊接。这个焊接操作一般需要埋弧焊,可以选用型号为MZ9-1250自动弧焊机与ZD5-1250型弧焊整流器,直流反接。焊丝可以选用H10Mn2,直径为4mm,焊剂选择SJ101。整个焊接过程共分为3个层次,第1层先要进行筒体外侧焊接,内侧使用碳弧气刨清根,加工出一个U字形的坡口,完成清根操作后,用砂轮,也可以使用角向磨光机将坡口进行打磨,让坡口两侧20cm范围内的金属光泽裸露出来,将表现的氧化物或是碳化物等杂质清除掉,检查一下是否存在夹渣、裂纹之类的缺陷。第2层焊接与第3层焊接是从塔筒的内侧进行的。由于塔筒承受的载荷为疲劳载荷,因此,焊缝就应具有较高的耐冲击性,此有较高的韧性,因此,应在焊接完成后,马上进行消氢处理,此操作的适宜温度为200~350℃下进行,时间至少要在2h以上。焊接应力受焊接顺序、坡口大小和焊接热输入等因素影响,控制好焊接应力,就可以控制好焊接后的角变形。焊接工艺参数如表1所示。
2 传统塔筒焊接工艺存在的问题
2.1 增加了工人劳动强度
这种先进行法兰外侧焊接,再在内侧用碳弧气刨清根,使后面的清根操作以及清根操作完成后的坡口打磨操作很难实施,焊工的劳动强度大大增加,从而影响了工期。
2.2 产品质量有可能受到影响
由于背面坡口清根与坡口打磨操作不易进行,在清根操作时,经常会使坡口变形,坡口的打磨也会留有残渣,产生缺陷,这就容易在焊接时有气孔出现在焊缝中,最终影响到塔筒的质量。
2.3 法兰角出现变形
在焊接过程中,法兰角的变形由焊接工艺参数来决定,也就是受背面的焊缝应力影响,这种情况下,法兰角的变形容易出现不一致的情况,严重的甚至会影响到塔筒的质量与性能。
2.4 塔筒焊接工艺改进措施
如上所述,传统的塔筒焊接工艺具有一些缺点,常会使筒体出现一些缺陷,因此,要进行焊接工艺的改进。风电塔筒的生产制作是将法兰与筒节之间采用直角焊缝连接,但是由于风电塔的塔架法兰的直径至少都有40cm左右,并且厚度都达到40cm,因此,焊接后容易出现变形,法兰的平面度、椭圆度等重要性能指标产生影响。传统的焊接方法多是采用手工操作难以实现焊角的尺寸相同,更是容易出现一些缺陷。将法兰变形的可能性降到最低,可以通过法兰与筒节之间的自动CO2现气体保护焊和埋弧自动焊接,以此保证焊角尺寸达到要求,更是可省去变形后的校形操作。改进工艺的具体实施过程中如下所述:
2.4.1 可以采用双面埋弧焊焊接、反面弧气刨清根
选择的焊接材料为埋弧焊焊比+焊剂(H10Mn2+SJ101),采用的焊接机为罗尼维尔十字臂焊接机和美国林肯埋弧焊焊机。进行热处理的设备选定智能电脑温控仪和自动温度记录仪。在进行焊接前,先要预热,温度控制在80~120℃。
2.4.2 纵焊缝和环焊缝的焊接
无论是纵焊缝和环焊缝都应先进行内侧焊接,完成内部焊接后,再进行外侧碳弧气刨清根,完成清根工作手,再采用与内侧焊接工艺相同的工艺进行外侧焊接,但是前几层的焊缝厚度就薄一些。在进行环焊缝焊接时,一定要将完成内侧3~4层,而内侧2层的焊接与外侧碳弧气刨清根打磨同时进行,焊缝成形系数要控制在2.0以内。完成焊接后,应测量一下法兰的外翻,根据法兰的外翻情况来确定内侧与外侧的焊接工作。
2.4.3 计算出法兰与筒节连接后的总体长度
将法兰与筒节连接后的总体长度计算出来,计算结果作为船型焊工装的整体长度的确定依据,这样筒节在焊接过程中的稳定性就得到保证了。得出工装倾斜角度的精确数值,这也是影响塔筒质量的重要因素。在计算数值时,应注意以下两点:角度的大小应适中,尤其不能过大,如果角度偏大,筒节在焊接过程中,容易不稳定,埋下安全隐患,使接下来的后续工作难度增加,最终对焊缝的成型产生影响;角度也不宜过小。过小的角度容易使焊枪的前倾角度受到影响,还会影响到焊丝伸出的长度,这样法兰与筒节之间进行焊固的意义就不有了。经过多次实验,得出了25°的角是最科学合理的,可以保证工装中焊接过程中可靠稳定。
2.4.4 组装焊接
在经过选材、装配、焊接等工序后,最后进行的是法兰与筒节的工装设计与制作。在进行工装设计时,需要考虑主要因素为焊接工艺参数,因为这也是影响工装效果的最重要因素。焊接的质量容易受到法兰与筒节装配缝隙的影响,如果缝隙过大,容易使工装的辅助意义丧失,如果遇到这种情况,可以通过调解焊角的角度将工装的辅助效果发挥到极限;如果法兰的厚度、筒节的厚度不一样,应科学的选择焊接参数,焊接电流、焊接电压以及焊接速度、焊丝长度都要相互配合,注意科学的处理,如果处理不当,就会增加焊接操作的难度,还容易产生飞溅或是电弧燃烧不稳定的情况;为了保证焊缝的质量,应要焊接前将焊缝处的铁锈、油渍等彻底的清除,如果清理的不彻底容易产生气孔、夹渣等缺陷;要预防焊机设备与工装之间的摩擦阻力。焊丝盘不应与法兰接触,因为二者接触容易造成焊丝变曲或是扭弯,致使焊接进行过程中焊丝旋转或是出丝不顺畅,焊缝的成型质量受到了影响;CO2、CO气体的纯度至少要在99.5%以上。
2.4.5 在进行焊接时,要注意层间清理
层间清理会对焊接的质量产生影响,清理完成后,要马上使用手弧焊进行修补,然后再进行焊接。同样,清根质量也会对焊接质量产生影响,因此,清根区域的清理一定要做到干净彻底,可以看到金属光泽。焊接剂还要在250~350℃烘焙2h以上。
3 结语
CO2气体保护自动焊的自动化程度高,易于实现,安全可靠,焊接质量有保障,成型的焊缝美观,满足要求,塔筒的质量与性能都可以得到保证。采用适当改进措施的焊接方法既有利于生产率的提高,有利于节省人力,还有利于塔筒质量的提高。任何一项技术的发展都需要一个过程,伴随着风力发电技术在我国的广泛使用,风电塔筒的焊接技术也会进一步提高。改进的焊接技术不但可以防止法兰的角发生严重变形,还保证了焊缝的外观与内在品质。但是在采用焊接工艺改进措施时,也要考虑生产现场的实际情况,综合考虑材料、环境以及产品标准等多方面因素,因地制宜的设计与实现科学生产。
参考文献
[1] 于太安,武志勤,耿俊峰.风电塔筒法焊接方法研究[J].河北建筑工程学院学报,2012(06).
[2] 张永红.风电塔筒焊接工艺的改进措施[J].科技资讯,2008(09).
[3] 石南辉,郝亮.厚壁大直径风塔的焊接[J].电焊城,2012(08).
[4] 梁建明,王占英,刘春东,等.风电塔筒法兰焊接工艺[J].焊接技术,2009(02).
相关热词搜索: 焊接 工艺技术 风电 改进 措施热门文章:
- 关于某县森林防火宣传“五进...2023-12-26
- 2024年xx市主题教育动员会上讲话2023-12-26
- 2024年度有关市人大在市直机...2023-12-26
- XX市发改委领导关于“修六心...2023-12-26
- 2024年经验做法:三大举措精...2023-12-26
- 2024年XX区长在区委主题教育...2023-12-26
- (合集)关于纪检监察干部教...2023-12-25
- 2024年度石油化工企业消防安...2023-12-25
- 加强和改进农村消防安全工作...2023-12-25
- (24篇)办公厅、办公室“三...2023-12-25
相关文章:
- 焊接实训总结2021-09-14
- D406A的TIG焊接工艺2022-03-14
- 压力管道焊接质量的控制2022-10-28
- 智能制造环境下焊接自动化人...2022-10-28
- 钣金焊接成型的常见问题及其...2022-10-28
- 焊接专业工厂实习报告3篇2023-08-29
- 风电特许权——引导风电规模...2022-02-26
- 我国信托法存不足及改进措施分析2021-09-06
- 改进教学措施及方法2021-09-06
- 改进措施2021-09-06
- 质控处理与改进措施2021-09-06
- 改进措施报告2021-09-06
- 有关个人工作存不足和改进措...2021-09-06
- 工作中存不足和改进措施二篇2021-09-06
- 个人2021工作存不足和改进措...2021-09-06
- 检验专业质量评价存问题及改...2021-09-14
- 加强和改进办公室工作的思考2021-09-20
- 提高我校七八年级薄弱学科措...2021-08-27
- 完成镇2008年主要工作预期目...2021-08-27
- 学史明理方面存问题原因措施2021-09-05
- 公司廉政措施2021-09-14
- 10kV配电网线损管理及降损措...2021-09-14
- 县发展计划委员会年度目标措施2021-09-28
- 施工现场交通措施及雨季施工...2021-09-28
- 公司发展措施会议上的讲话2021-10-02
- 2006年度个人安全工作措施2021-10-08
- 医院2006年重点及措施2021-10-21